TIG kaynağı çok çeşitli uygulamalarda ve endüstrilerde kullanılmaktadır. Uçak, gemi ve birçok makina imalatında özellikle boru tesisatında yaygın olarak kullanılır. Kaynak işlemi hem atölyede imalat sürecinde hem de saha da uygulanabilmektedir. TIG kaynağı görsel olarak diğer kaynak yöntemlerine göre hoş bir görünüm sağlamaktadır.
TIG’i Kullanmaya Başlama
TIG kaynağına başlarken kalın malzemeyle deneme yapmak gerekir. Çünkü kaynak birikintisi daha büyüktür ve kontrolü daha kolaydır. Tekniğinizi geliştirmeniz için daha fazla olanak sağlar. Şimdilik dolgu kullanmaktan kaçının. Sadece ark uzunluğunu kısa tutmaya odaklanın.
Yeni başlayanların çoğu dokunma korkusuyla tungsteni iş parçasından çok uzakta tutar. Bu da arkı çok uzun yapar. Uzun ark; makineden daha fazla güç çekmesi ve dolayısıyla daha fazla ısı oluşturmasıdır. Bu da kaynağın kalitesini etkileyebilir veya iş parçasına zarar verebilir. Ayrıca kontrol etmesi de daha zordur. Ark uzunluğunuzu kontrol etmeye çalışın. Ark uzunluğu 3-6mm arasında değişkenlik gösterir.

Arkı kontrol etmeyi kolaylaştırmak için oturma pozisyonunuz önemlidir. Kollarınıza yaslanmamalı veya vücut ağırlığını taşımamalısınız. Kaslarınızı gevşek tutmak, arkı kontrol etmenize yardımcı olacaktır. Torç, doğru ark elde etmek için kaynak havuzunun ön tarafında (kalınlığa bağlı olarak) iş parçasından 3 ila 6 milimetre uzakta olacak bir açıda tutulmalıdır.
Açı ve hızın doğal olmasını sağlamak için önce torcu iş parçası üzerinde deneyin. Hareket ederken kaynakta hiçbir şeyin aksi gitmediğinden emin olun. Takılmasını önlemek için torç kablosunu kolunuzun etrafına sarmayı deneyin.
İş parçasından kaynak makinesine bir topraklama kablosu bağlayın. İş parçasını bağlayamıyorsanız, bir parça sac üzerine yerleştirin veya tezgaha bağlayın.
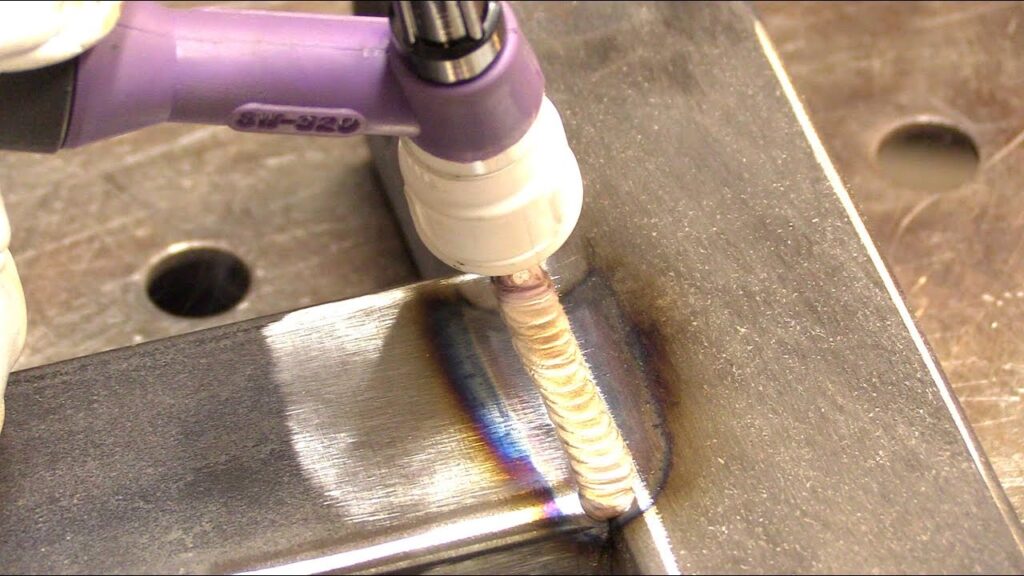
Kaynak işlemini başlatın. Gaz örtüsü önce gelir (makinede ayarlanan süre için) ve makinede ayarlanan minimum amper torç kafasına gider. Ark, kaynak havuzunu oluşturarak metali ısıtmaya ve eritmeye başlayacaktır.
Şimdi, fincanı hareket ettirin ve havuzu itin. Daha ince metaller, özellikle alüminyum, kaynak ilerledikçe ısınacaktır, bu nedenle aşırı erimeyi önlemek için hareket hızının artırılması gerekecektir.
Kaynağın sonunda, yumuşak bir yüzey elde etmek için amperi yavaşça azaltın. Gaz, kaynağın soğumasını sağlamak için akım durduktan sonra da birkaç saniye akmalıdır.
TIG’e Başarılı Bir Başlangıç İçin İpuçları
Kaynak alanınızın iyi aydınlatıldığından emin olun. Kaynağa başlamadan önce torcu ve dolgu açısını daha iyi görmenizi sağlar.
Arkı başlatmada sorun yaşıyorsanız bunun nedeni minimum amperin çok düşük ayarlanmış olması olabilir.
İş parçası bükülüyorsa, torcu çok uzun süre sabit tutmuş olabilirsiniz. Amper çok yükseğe ayarlanmış veya iş parçası yeterince güvenli bir şekilde tutulmamış olabilir. Kelepçe zaten sıkıysa, iş parçasını başka bir metal parçasına punta kaynağı yapmayı düşünün.
Metal yanmaya veya erimeye başlarsa, kaynak havuzuna çok fazla akım beslenmektedir.
Metalde pul pul bir görünüm varsa, akım çok düşüktür.
Kaynağı gaz örtüsünün arkasına saklamayın. Kaynak havuzunu iyi bir şekilde görüntüleyin.
Hareketle ilgili sorun mu yaşıyorsunuz? Özellikle bir atölye ortamı dışında kaynak yapmak istiyorsanız, her iki görev için de iki elinizi kullanma yeteneği gerçekten faydalıdır.